





Absorption column simulation
The Aspen HYSYS 8.3 simulator is utilized for simulation procedure. In this simulation, for the prediction of the thermodynamic properties, ACID GAS Package is selected. To use the non-equilibrium model for the trays or packed bed separation included in Aspen HYSYS®(Rate-Based) because on this way, we can consider finite heat and mass transfer; therefore, the efficiencies of the trays/packed bed vary along the columns; as a consequence, the energies are more realistic than using an ideal model.
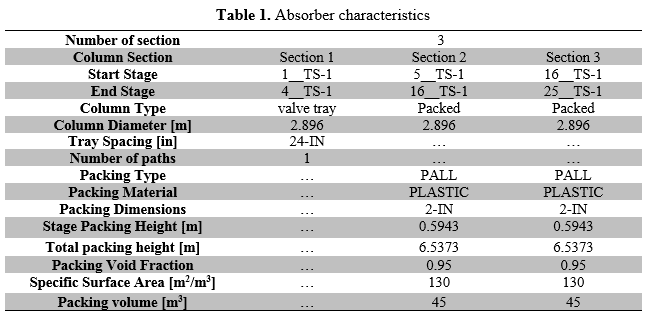
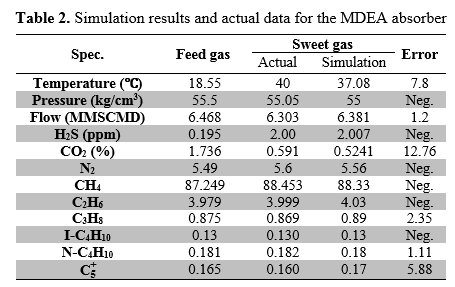
A typical Iranian gas plant (BIDBOLAND) is selected for this study. Gas sweetening facility has four identical amine trains for H2S and CO2 removal. Each train was composed of one packed bed absorber and one tray stripper columns, which operated in the unit. Absorption column operating conditions are shown in Table 1. The column feed and product composition and simulation results are summarized in Table 2.
Results and discussion
The analysis of acid gases composition in the unit product stream shows that increasing the flow rate of amine circulation to 950 gallons per minute decreases the level of hydrogen sulfide and carbon dioxide concentration in the sweet gas. This applies for each of the operating conditions and it is shown in figures 1 and 2. But as can be seen, increasing the amine circulation flow rate more than 950 gallons per minute, while the inlet amine temperature is 34°C, decreases the absorption level of carbon dioxide and increases its concentration in the sweet gas while the amount of hydrogen sulfide concentration in the sweet gas fall steadily.
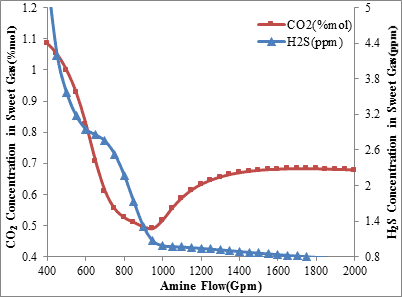
Figure1. H2S and CO2 concentration in sweet gas via amine circulation rate
(Inlet amine temperature is 34ºC)
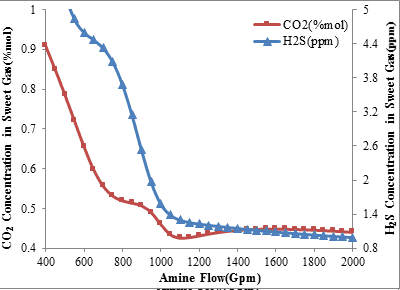
Figure2. H2S and CO2 concentration in sweet gas via amine circulation rate
(Inlet amine temperature is 45 ºC)
The reason for this may be the absorption mechanism of carbon dioxide by aqueous solution of MDEA. Since the absorption of CO2 by MDEA is controlled by the reaction kinetic, increasing the temperature leads to an increase in the reaction rate and more absorption of CO2. With this description, when the temperature of inlet amine stream is low and the amine circulation rate is high, the accumulation of reaction heat in the solution can not lead to significant increases in the temperature of the amine.
The comparison of amine temperature distribution curves with flow rate of 2,000 gallons per minute (figures 3 and 4) shows that when the input amine temperature is 34°C (Figure 3), the amine solution temperature never riches 40°C along the column but if the input amine temperature is increased to 45°C (Figure 4) the solution temperature will cross 50°C. According to what was stated, it seems that the minimum temperature required to initiating the reaction of MDEA solution with carbon dioxide in this case, is more than 40°C.
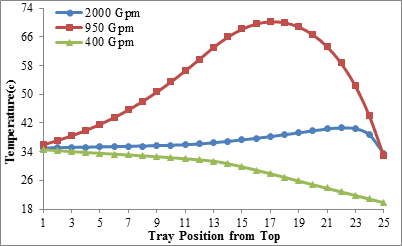
Figure3. Amine temperature distribution along the column for three levels of
amine circulation rate (Inlet amine temperature is 34 ºC)
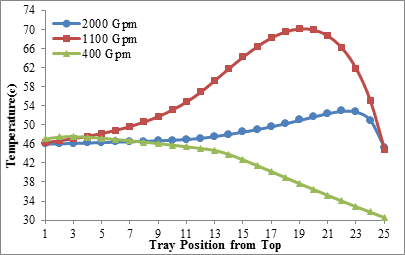
Figure4. Amine temperature distribution along the column for three levels of
amine circulation rate (Inlet amine temperature is 45 ºC)
The temperature changes of the rich amine and its relationship with the amine circulation rate is shown in figures 5 and 6. As expected, the maximum temperature appears at the point that most CO2 absorption occurs and the greatest heat of reaction is released. Based on this, when the CO2 removal is not important, the reducing of inlet amine’s temperature as much as possible and increasing amine circulation flow rate above the normal level, can increase the selectivity of MDEA and CO2 slip.
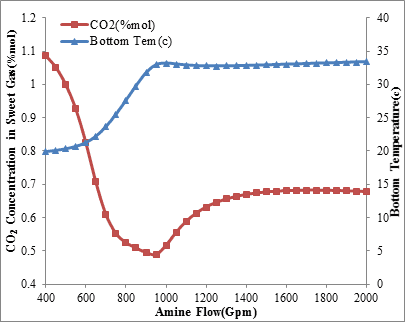
Figure5. CO2 concentration in sweet gas and rich amine temperature via
amine circulation rate (Inlet amine temperature is 34 ºC)
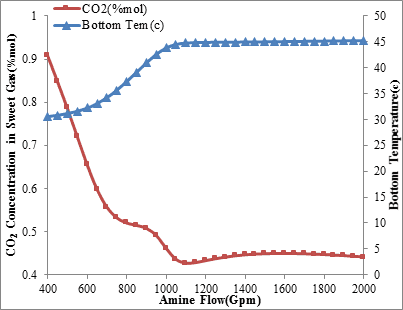
Figure6. CO2 concentration in sweet gas and rich amine temperature via
amine circulation rate (Inlet amine temperature is 45 ºC)
No comment